






Your Shopping Cart
Loading...
EXTRA 10% OFF YOUR ORDER WITH CODE: LETSGO
Shop by Category
Hot Items
Hot Items
Ski & Snowboard Outlets
Trip Recap: Nordica Factory Tour(s) AUT x IT
Posted June 7, 2022 @ 2:11am | by George Michaelsen

'It's just skiing'... A phrase that gets thrown around our little industry. Arriving at the Blizzard/Nordica factory in Mittersill Austria, I quickly realized how much the phrase 'it's just skiing' has discounted all of the work and passion that goes into making these incredible hand crafted products. Each ski contains many ingreidients that all require an enormous amount of preparation, all of these parts come together in perfect harmony just before going into the press. The factory is a well oiled machine, that doesn't skip a beat operating 24 hours a day, 6 days per week. The passion all the employees have regardless of position is impossible not to see. Not only are all of the employees skiers, they take enormous pride in their job and the products they are helping bring to life -- 300 employees in Mittersill. Watching and feeling the rhythm of the factory is, well -- a masterpiece.

Manfred Reitsamer is responsible for every ski that gets produced in the Mittersill factory (Nordica, Black Diamond, Black Crows, Dynafit).
Manfred is a ski engineer. Essentially the Product Managers from all brands he works with, present him with their concepts and if they are possible, it's his job to make them a reality. Determining if the project is possible as a concept is just the beginning. He then researches materials, pricing, production schedules, etc. and works with the Product Managers to move the project forward if it all checks out. Black Diamond, Black Crows and Dynafit use this factory for their lightest weight construction skis. The skis that are most difficult to produce successfully are race skis and the lightest touring skis, that's why they trust this factory.

Talking Titanal layers with Ethan Korpi and Florian "Flo" Seer, the product managers behind everything Nordica Ski.
We are lucky enough to spend time with Product Managers from a lot of brands each year, whether it’s at a focus group, on snow, in the store, or on a trip like this to their factory. What exactly does a Product Manager do? Maybe because it seems self-explanatory, but the ins and outs of the job are not for the faint of heart. PMs are responsible for creating products based on trends and market research. Once the research is done and the concept is approved the development begins. It's not all graphics and testing skis on snow though. A budget needs to be set and approved, wholesale and retail pricing need to be determined based on production costs and what the market will bear, and then comes the fun part. Shape, flex, rocker profiles, prototyping, testing and evaluation, prototyping, testing again, graphics, go to market strategy, training sales reps, the list goes on and on...
The working (and personal) relationship between Manfred, Ethan, and Flo is something special that not all companies have, and it was obviously almost immediately.

Sidewalls that have been trimmed to a specific size and model i.e (Nordica Enforcer 100 179 cm)

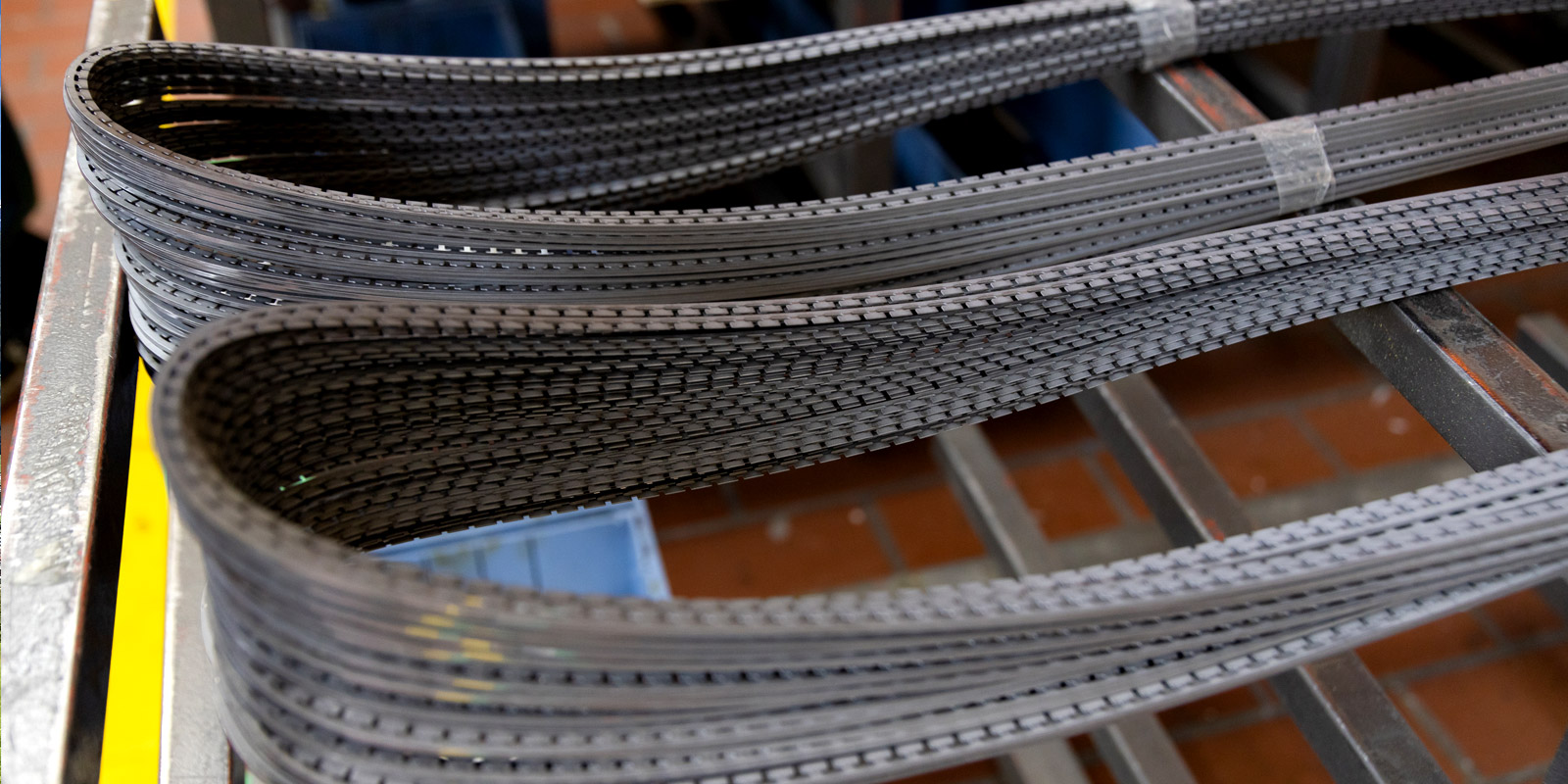
This is what the metal in your skis looks like before it gets shaped to your exact ski. Thickness of the metal laminates range from .3 mm - 1.2 mm in World Cup race skis.

That N that's in the base of your Nordica skis at the tip, that's all cut and then pressed in by hand.

Top sheet material on top sheet material and a bit of base material in the background.

Once a graphic for a ski is finalized, a top sheet for a pair of skis takes 7 days to go through the whole process -- start to finish.


Metal laminates after they are cut to the size and model of ski, size and model specific metal.
Edges after they are bent to match the exact profile and shape of a specific size and model ski. This is a big deal, most brands can't do this -- this is part of the reason Nordica skis rarely have warranty issues.

After a ski has made it through the prototyping process and the powers that be agree that this is the ski that is going to be produced it's time for it to be tortured, literally. These skis go through a lot. For one they need to make sure it can survive being shipped overseas living in a container baking in the sun. So the skis get put into a 140 degree container then the ski gets bent like crazy to see if it falls apart. Then they do the same thing with absolutely frigid temps, if the ski stays together it makes it to one of the last steps of the validation process. Can the ski take impact? On the pictured Enforcer 104 you'll see these marks every inch or so along the edges. The skis are struck with a hammer on each of those locations -- really f$cking hard. If one of the impacts spiders into the next line, the ski goes back to engineers to make it less susceptible to damage.
It was crazy watching this process, little to no damage to the ski.

All the prepared ingredients come together. The logistics behind all this is a serious feat.

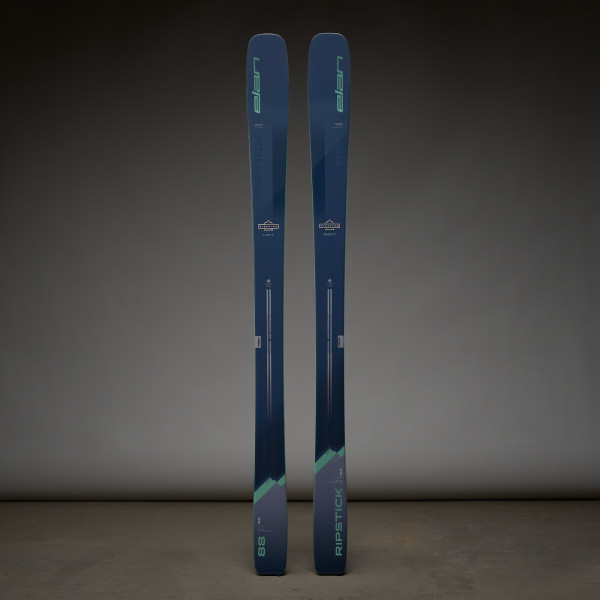
Santa Ana 88, Enforcer 94 and 100's after they have come out of the press prior to being finished and tuned.

Prior to the skis being tuned, the excess material that has been squeezed out while in the press is cut and ground off.

Finishing skis. It's not just about building the skis, they need to be finished and tuned well, so they ski perfectly out of the wrap. Some skis don't ski great out of the factory or 'garage' -- that is not an issue for skis that come out of Mittersill.

Skis get paired together. Just because they went into the ski press together doesn't mean they will get packaged together. Each ski goes through a machine to ensure the left and right ski are the same weight, this is harder to accomplish in skis that have different graphics left to right, due to a different amount of ink on each ski or maybe one even had more resin. Then each ski is flexed and then paired with a ski of equal weight and flex that is within tolerance of that specific ski model.
Once paired the skis go through another round of quality control to make sure there is no imperfections in the graphic, the construction and to make sure the profile (rocker-camber) of the ski is within tolerance.

After skis are paired and pass quality control they go packaging. Each sticker is placed on the skis by hand as well as the protective foam so they arrive at their final destination with no damage.


Now it was time for us to build a pair of skis. Eric and I each built a pair of Nordica Enforcer 104's -- it's friggin hard! The goal for a factory worker, working the press is to make 22 pairs of skis in an 8 hour shift. Those pairs also have to be Grade A -- a.k.a perfect. We definitely took too long, with a lot of help.
The list of materials for each ski and what order they need to be assembled is above each work station.


Manfred making sure I put the skis in the press properly. That mold is super heavy and awkward -- 60 - 70 pounds.

Korpi (Nordica USA) pointing out a critical part of the mold that allows Nordica to build skis with perfectly consistent rocker profiles that is size specific from model to model. This is yet one more reason why Nordica builds some of the best skis in the world.

Out of the press 15 minutes later -- Now it goes to finishing.


Of course we went and tested skis while in Austria. Tested some 22/23 skis and 23/24 prototypes at Kitzsteinhorn.

Korpi seems to be able to know how to bend a ski, sheesh.
.jpg)
After we got done skiing we drove about 4-5 hours to the Tecnica Group HQ in Italy with a quick pit stop in Cortina.

Aside from the all the accounting, management and normal business stuff. All of Boot molds are cut/sculpted in Italy, boot prototypes are injected in Italy as well. Once all tests are done and passed, the molds are shipped to Hungary where full production is done, with the exception of WC boots, Pro Machine 130 and Speed Machine 130s. Those are fully produced in Italy.

The foot/leg molds you see are used to pre-shape the liners, so they fit well out of the box. Each one of these molds is chiseled by hand, literally like a sculpture. You’re looking at about a €2 million investment to develop a new ski boot with a full size run

Yes even the spoiler on the back of your liner goes into a mold. That too, is made by hand.


Shell thickness gets measured on every square centimeter of the boot. After a boot is tested, the mold can be altered to change the thickness in certain parts to make the boot respond or act differently if needed.

Raw liner materials. Honestly I'm checking out the material that's in my Mach1 130 liners..

Sewing Nordica's Dobermann liners, in the scheme of all the liners they produce these have less steps than others - the Dobermann has 76 steps to complete a pair of liners and takes about 45 minutes for a pair. Most boots that we purchase for our store are more complex, like a SpeedMachine 120 for example.

On the left, a boot is tested to make sure that it stays engaged in the binding through the flexing of the ski. This is a larger issue in touring boots with rockered soles.
On the right, the ski boot is flex is tested. Making sure that it is the flex Nordica says it is.

This is what your ski boots are made of -- PU.

All products even if they weren't made in Italy, make their way to Italy for distribution to the rest of the world. When we were here in May our order was already on it's way to us in Boston.

It is quite something to say the least being in a couple of the World's best facilities for ski and boot production. After touring both facilities I honestly can't believe these skis and boots cost as little as they do, we're lucky they cost what they do and if you were there you would probably feel the same. The amount of work and steps before a product even gets to production is enough to make your head spin. Pictures simply don't do these products or hard work justice.